全国百强科技期刊
2021年4月23日
在上一期推文中,我们介绍了立达紧密细纱机提速前的设备准备,本期我们继续分析提速后纱线质量的变化情况,以及提速过程中遇到的问题和解决办法。
提速后成纱质量的变化及分析
在提速的过程中,按照计划,我们每提高锭速1000 r/min,记录一次详细的质量数据、生产状态和耗电情况等。下面我们重点介绍分析纱线质量变化和千锭时断头情况。
JC 7.3 tex品种
在提速过程中,通过逐步对钢丝圈的圈型、重量和纺纱速度曲线的优化,最终将车速稳定在20500 r/min。对提速过程中的质量数据监控分析发现:随着锭速的逐步提高,纱线条干CVm%、IPI和HS-IPI均在一定程度上发生了恶化,毛羽H值基本稳定在同一个水平上。络筒工序的A纱疵有所增加,B、C和D级纱疵基本稳定在同一水平上。千锭时断头率略有增加,但始终低于15根。为了在20500 r/min锭速下提升质量,以减少提速带来的质量恶化,我们安装了立达最新推出的Q-package(高品质备件套装)。安装Q-package后,条干CVm%、IPI、HS-IPI和络筒纱疵均得到了较大幅度的提高,纱线整体质量指标优于提速前无Q-package时的纱线。详细试验对比数据与变化趋势见图1至图4:
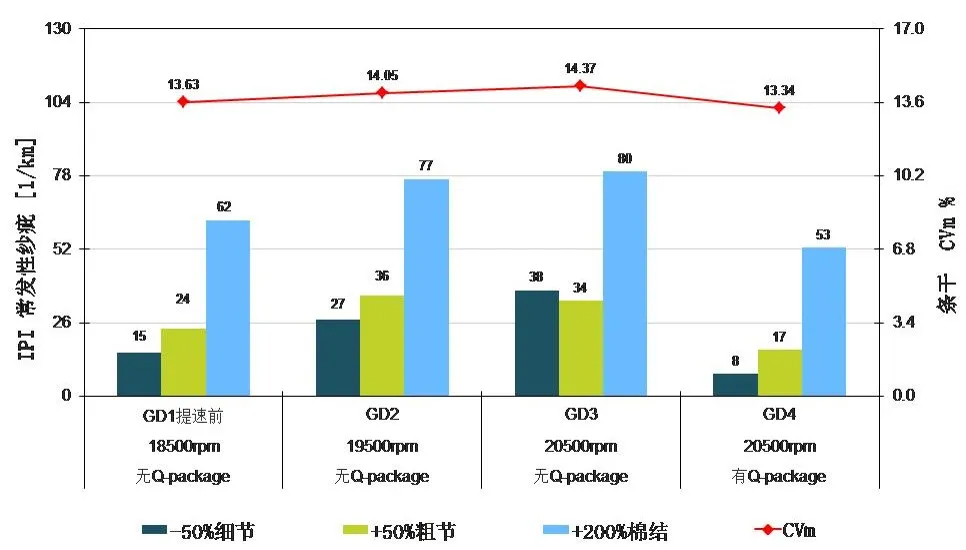
图1:不同锭速下的纱线CV和常发性纱疵的对比
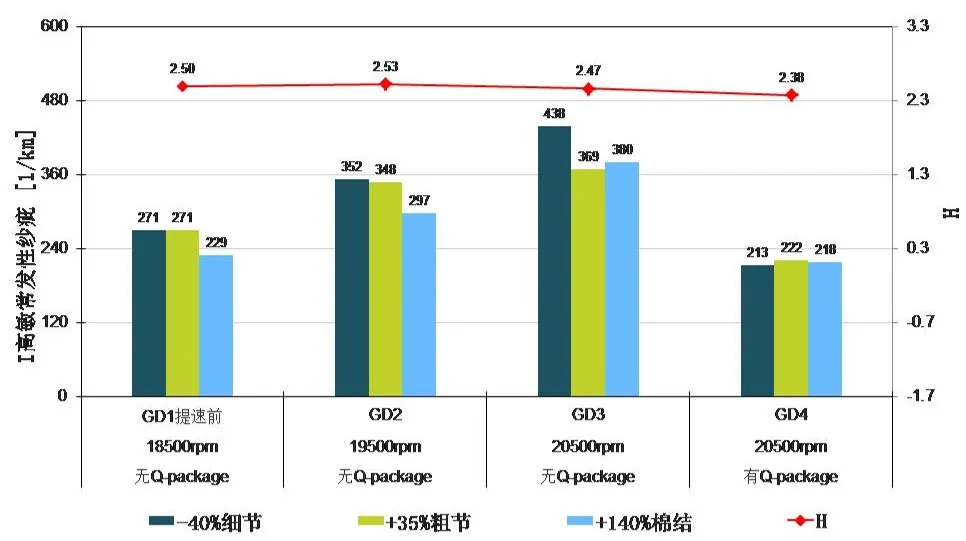
图2:不同锭速下的纱线高敏常发性纱疵和毛羽H值的对比
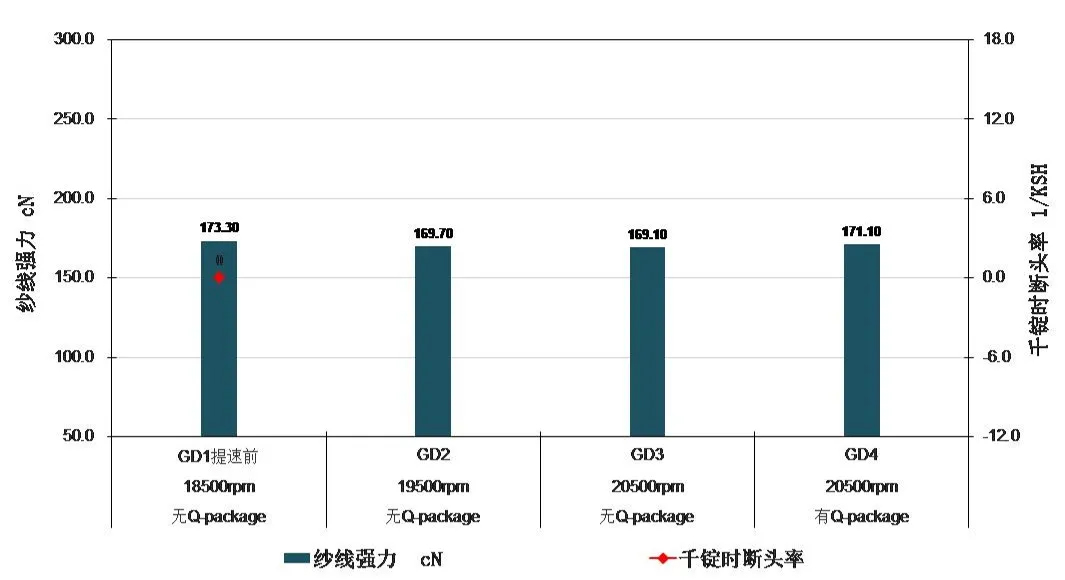
图3:不同锭速下的纱线强力和千锭时断头的对比
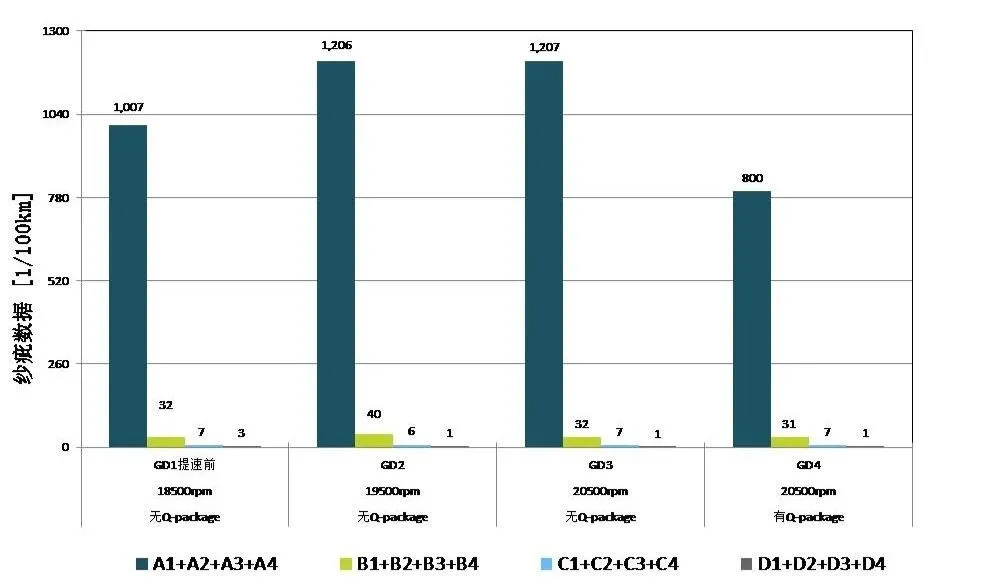
图4:不同锭速下的各级纱疵的对比
JC 9.7 tex品种
由于JC 9.7 tex的起始速度较低,第一步我们直接将锭速由16500 r/min提高到19000 r/min。在接下来的提速过程中,通过对钢丝圈的圈型、重量和纺纱速度曲线的优化,最终将车速稳定在21500 r/min。提速后纱线常发性纱疵IPI值、络筒工序的各级纱疵和千锭时断头率基本保持在同等水平。同样在21500 r/min的锭速下,我们安装了Q-package,安装Q-package后的纱线各项质量指标和断头均优于提速前无Q-package时的纱线。详细试验对比数据与变化趋势见图5至图8:
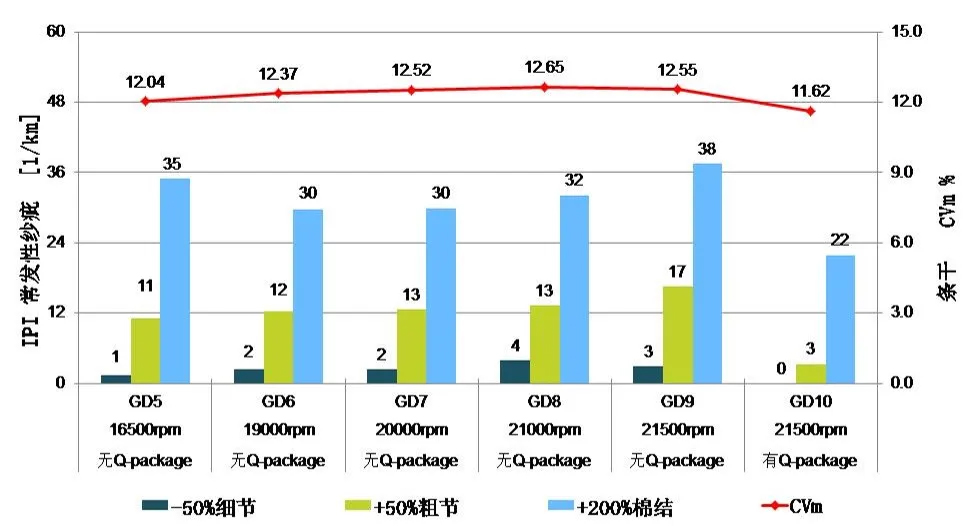
图5:不同锭速下的纱线CV和常发性纱疵的对比
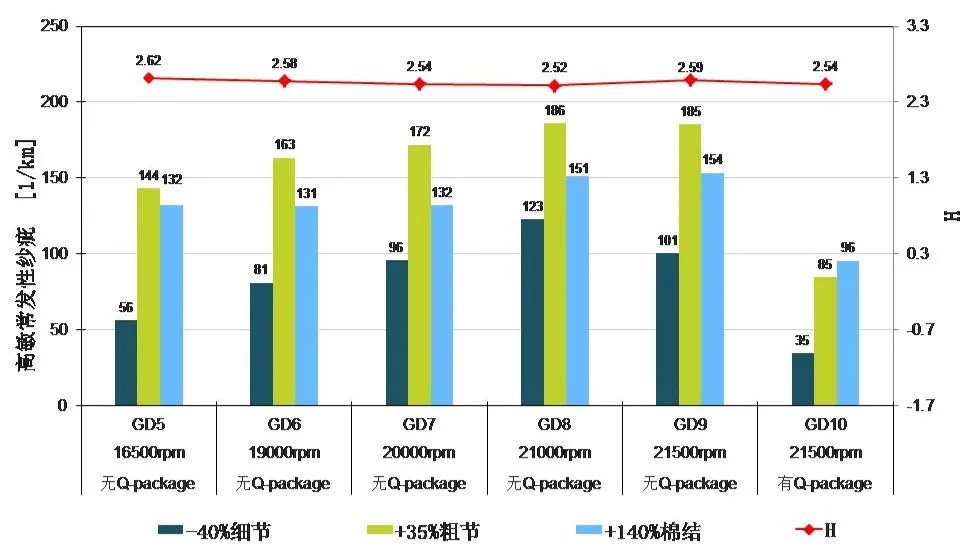
图6:不同锭速下的纱线纱疵和毛羽H值的对比
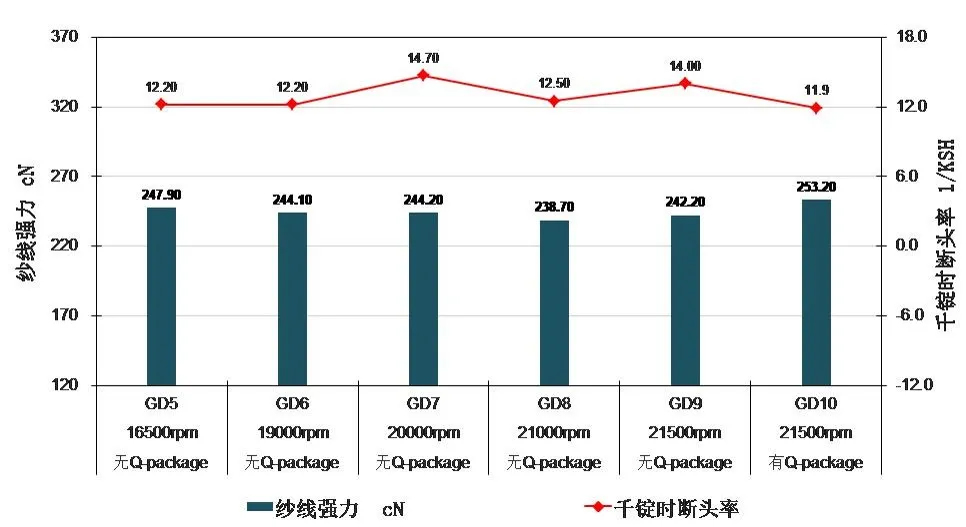
图7:不同锭速下的纱线强力和千锭时断头的对比
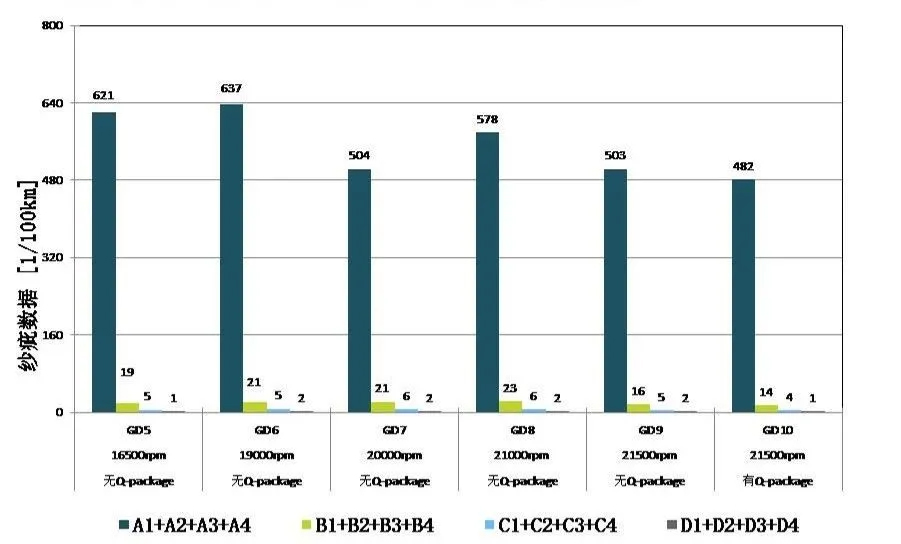
图8:不同锭速下的各级纱疵的对比
提速过程中遇到的问题和解决办法
和其他纱厂一样,在提速过程中我们也遇到了断头多、钢丝圈飞圈严重等问题。当我们将锭速提高到某一锭速发现断头、飞圈等问题时,并不急于将锭速恢复到之前的转速,而是在该锭速下寻找解决出现问题的办法。下面就上述两个品种都出现的问题和解决办法介绍如下。
断头问题
众所周知,衡量细纱机断头的指标是千锭时断头率,然而大、中、小纱的断头率是不同的,如果只监控某段时间或管纱的某个位置的断头是不合理的,我们的做法是监控测试一整落纱的断头率,并分别记录和测算纺纱速度曲线的每段中的断头数。这样可以很好的帮助我们分析断头的分布,然后针对断头多的速度曲线段进行优化。具体实例见图9.
图9中品种为JC 9.7 tex品种,锭速为21500 r/min,由详细断头数据可知,始纺阶段,管底成形第一段和满纱阶段的断头较多,对这几段进行有针对性的优化后,这些阶段的千锭时断头得到了明显的下降,效果良好。
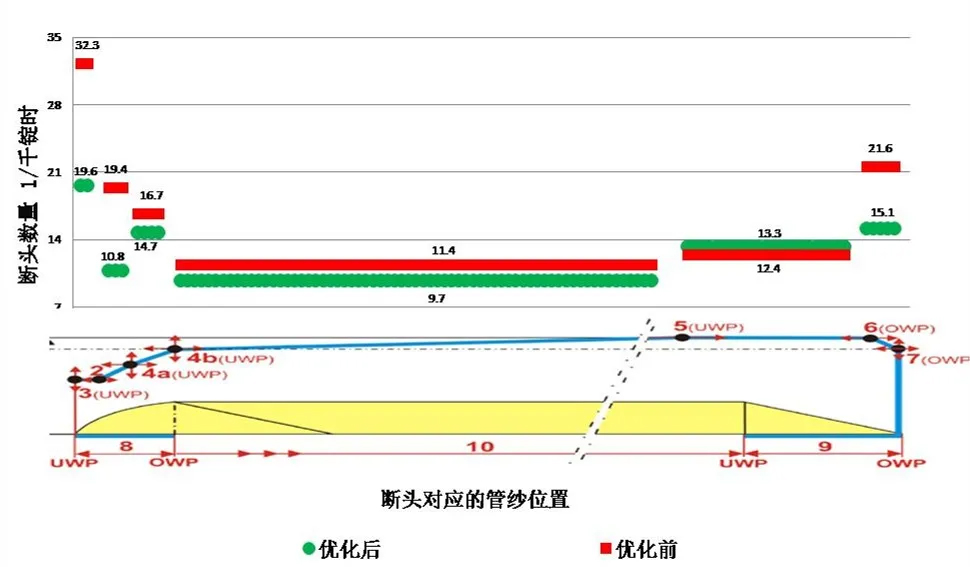
图9:优化速度曲线前后千锭时断头分布的对比
钢丝圈严重烧毁
随着细纱锭速的不断提高,钢丝圈的线速度也随之增加,当JC 7.3 tex速度提高到20500 r/min时,更换新的钢丝圈开车后30 min内飞圈约30%。通过在电子显微镜下观察钢丝圈的磨损状态并作详细分析,认为:钢丝圈严重飞圈的主要原因是由于钢丝圈的弓形过高,造成钢丝圈的钢领通道润滑不够,当锭速提高到20500 r/min时,钢丝圈线速度达到40.8 m/s,这一速度严重超出了金属与金属直接摩擦的极限速度30 m/s,即使K 42型细纱机配备的是布雷克泰腾钢领和布雷克钢丝圈,但在润滑不够的情况下,钢丝圈线速度也不可能超过40 m/s。因此,我们将钢丝圈更换为弓形更低的C1 skl udr型钢丝圈,更换后飞圈的问题得到了彻底的解决,因飞圈造成的断头问题也随之解决。
钢丝圈挂花
在JC 7.3 tex品种上使用C1 skl udr型钢丝圈后,虽然解决了飞圈问题,但90%的钢丝圈挂花严重。我们对钢丝圈挂花的原因进行了分析,认为:钢丝圈严重挂花的原因是钢丝圈清洁器是曲面清洁器(该清洁器有利于高速下切割和稳定钢丝圈带动的气流,以达到钢丝圈运行平稳的目的),然而钢丝圈弓形变低后,在运行状态下钢丝圈的外边缘到清洁器的隔距远远大于0.5 mm。随后我们将钢丝圈与清洁器隔距调整到0.5 mm左右,钢丝圈挂花问题得到了解决。
通过对K 42型细纱机的提速试验可以看出,只要严格按照立达公司的标准和要求对设备的水平和相关部件进行维护保养,并通过选用合适的钢丝圈、配备Q-Package等合适的纺织专件器材,调整清洁器隔距等措施,K 42型细纱机就可以在高锭速的情况下生产出质量稳定的高品质纱线,同时也可以保证车间生产的稳定。K 42型细纱机的高速运行,在一定程度上提高了企业的投资回报率,缩短了企业投资成本收回时间。
※ 有关作品版权事宜请联系:010-84463638转8850 电子邮箱:info#texleader.com.cn
纺织导报官方微信



© 2026 《纺织导报》 版权所有
京ICP备10009259号-3
 京公网安备 11010502045125号
京公网安备 11010502045125号


